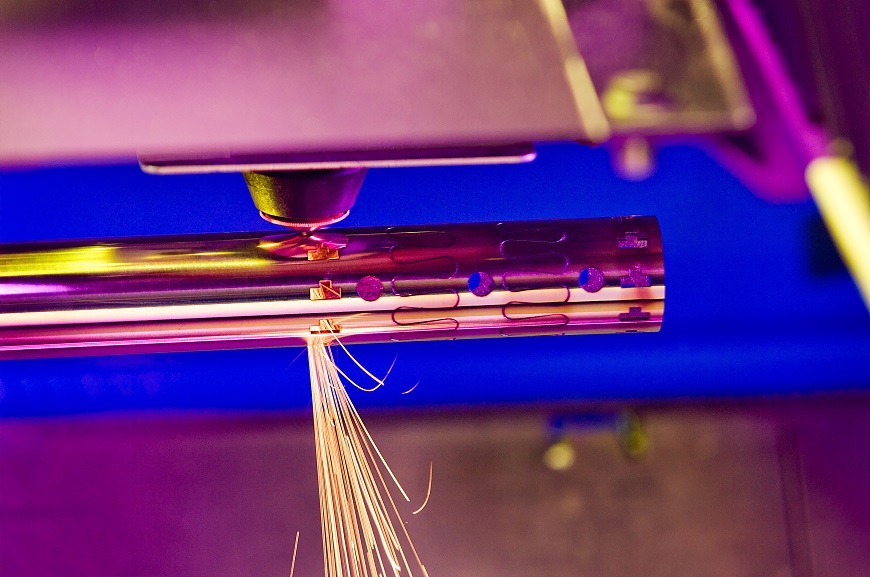
Noch vor einigen Jahren kaufte ein Unternehmen eine Laserschneidemaschine für Blech, die über einen Divisor verfügte, mit welchem das Schneiden von Rohren möglich war. Die wahrscheinlichste Verteilung der Last wäre in einem solchen Fall 95 % der Zeit Blechschneiden und die übrigen 5 % der Zeit Rohrschneiden. Heute gibt es jedoch Maschinen, die nur dafür bestimmt sind und darüber hinaus hochmodern sind. Die Faserlaserschneidemaschine beispielsweise ist günstiger und effizienter und bietet eine erstklassige Geschwindigkeit und Qualität für Stärken unter 30 mm.
Für Rohrleitungen mit einem bestimmten Durchmesser und Stärken bis zu 60 mm eignet sich das Plasmaschneiden am besten. Auch diese Technologie konnte ein wichtiges Wachstum verzeichnen, welches insbesondere durch die Industrie für die Herstellung von Metallstrukturen und Industrieanlagen begünstigt wurde. In diesem Fall ist die Vorbereitung für das Schweißen, falls erforderlich, wichtiger als beim Laserschneiden, da die Dichtheit und die Beständigkeit der Verbindungen einen kritischen Faktor darstellt.
Zeitgleich mit der Entwicklung der Werkzeugmaschine hat sich auch der Produktionsprozess jedes Mal gewandelt, wenn die Produktion zunahm. Dies macht die Suche nach mehr Effizienz unumgänglich. So hat man begonnen, davon abzusehen, ein Werkstück nach dem anderen zu sequenzieren, ohne sich zu sehr auf die Effizienz beim Materialverbrauch zu konzentrieren, um gründlich zu planen, wie Rohrteile mit Strategien wie Nesting oder Verschachteln, welche den Materialverbrauch optimieren, produziert werden können.
Dazu kam ein größeres Datenvolumen, bei welchem eine Software, die diese Daten in Echtzeit einholen und verwalten kann, ein Muss ist. In diesem Sinne ist es essenziell, dass sowohl ein Manufacturing Execution System (MES) als auch ein Konstruktionsprogramm (CAD) und ein Fertigungsprogramm (CAM) gesamtheitlich arbeiten. Dies gilt hauptsächlich, wenn Baugruppen produziert werden, die an einem Montagepunkt koordiniert zusammenfließen müssen.
Lantek verfügt über eine Produktreihe mit angepassten Produkten für die Konstruktion und das Schneiden von Rohren, unabhängig davon, ob diese leichtgewichtig und fein oder stark sind und gerade oder abgekantet geschnitten werden müssen. Lantek Flex3d Tubes ist eine CAD-/CAM-Software, die für die Konstruktion, Verschachtelung und Schneidebearbeitung von Rohrteilen und Rohrleitungen entwickelt wurde und unabhängig von der Schneidemaschine mit einheitlicher Präzision arbeitet.
Die Software simuliert in 3D die Schneideabfolge sämtlicher Maschinen und bietet so ein leistungsstarkes Werkzeug, das Kollisionen in der Maschine und unerwünschtes Verhalten im Echtbetrieb vermeidet. Daneben generiert sie ein CNC-Programm, um eine perfekte Herstellung der Werkstücke sowohl bei spezifischen Maschinen für Rohre (runde, quadratische, rechteckige Formate oder offene Profile möglich) als auch bei Hybrid-Maschinen (können sowohl Rohre als auch Blech verarbeiten) zu erreichen. Sie enthält außerdem je nach Betriebsmodus (manuell oder automatisch) die folgenden Eigenschaften:
Im manuellen Modus ermöglicht das Programm unter anderem folgende Optionen:
Im automatischen Modus bietet das Programm:
Daneben kombiniert die Software Lantek die Arbeit an Werkstücken in 3D oder 2D auf natürliche Weise für den Benutzer, wodurch sämtliche Werkstücke, Komponenten oder sogar Maschinen, die das Schneiden von Blech und Rohren kombinieren, effizient verwaltet werden. Mit den Gedanken stets bei der Effizienz der Herstellung wird dabei außerdem auf einen niedrigeren Verbrauch an Rohmaterialien geachtet. Denn jede Optimierung der Ausnutzung bedeutet eine wesentliche Verbesserung der Betriebsmargen. Dementsprechend sind alle Lantek-Produkte konzipiert, um das Material und die zugeschnittenen Werkstücke von ihrem Nesting aus zu optimieren. Im Lager vorhandene Materialreste werden automatisch erkannt und ihre Verwendung vor der Verwendung eines neuen Blechs priorisiert. Je nach Material und Sektor kann eine Einsparung von zwischen 12 und 33,5 % an Materialverbrauch erreicht werden.
Was sicher ist: Mit Lantek Expert, Lantek Flex3d Tubes und Lantek MES werden sämtliche Vorgänge von A bis Z verwaltet. Dies geht von der Konstruktion und dem Schnitt bis hin zur Bearbeitung über die Verwaltung der Herstellung mit dem Ziel, die Produktion zu optimieren und Kosten einzusparen, um zweifellos wettbewerbsfähiger zu sein.
.png)