Como una coreografía artística, donde los bailarines se mueven al compás de los músicos, quienes son dirigidos por la batuta del director de la orquesta, toda fabricación requiere de un diseño armónico de procesos en el que los empleados estén cien por cien involucrados y comprometidos para lograr una producción eficiente, ágil y flexible en aras de competir en la era de la digitalización. Una orquestación capaz de adaptarse a los cambios de ritmo que exige la personalización de productos y las entregas en plazos cada vez más cortos, usando instrumentos cada vez más sofisticados como el Big Data, el Machine Learning o el Internet de las Cosas (IoT) para, así, formar parte de ese grupo de élite que lidere la transformación digital hacia la Industria 4.0.
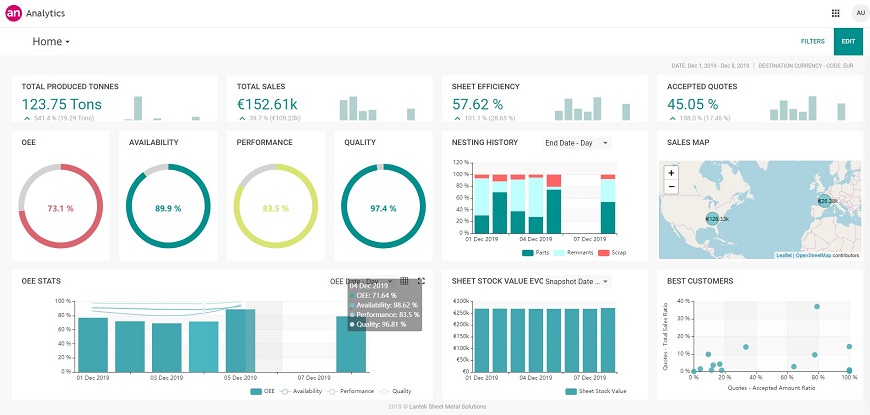
Con nuestra propuesta de Advanced Manufacturing es posible la analítica de datos, la planificación avanzada de la producción a partir del sistema de ejecución de fabricación más inteligente del mercado (MES+) y el almacenamiento de información en un entorno Cloud. Operativas que están debidamente orquestadas para gestionar mejor eventuales fallos o incidencias del sistema, subsanar automáticamente problemas de stock o reequilibrar cargas de trabajo. En definitiva, para programar en tiempo real una nueva partitura con la que atender nuevas necesidades e, incluso, anticipar nuevas órdenes de pedido. Esta planificación inteligente es posible gracias a la conectividad de los sistemas de requerimientos de material (MRP) y de recursos empresariales (ERP), donde se cruzan datos históricos y reales que optimizan la fabricación.
La nube facilita que esta coreografía se extienda a distintas plantas de una misma empresa ubicadas en diferentes localizaciones. Los servicios web permiten que, a partir del software, las máquinas herramienta sean capaces de cooperar entre sí de forma autónoma, pero coordinada, sin apenas intervención humana y pautada de acuerdo con los procesos y prioridades de la organización. Estas soluciones avanzadas suponen un salto cualitativo y cuantitativo de la productividad, eficiencia y en definitiva de la competitividad de la empresa; en la que el conocimiento del negocio no sería posible sin esta orquestación de recursos.
En resumen, la orquestación de la producción se compone de:
De este modo, hemos pasado de organizar y automatizar máquinas para un tipo de uso, a hacerlas de forma combinada, según la tipología y material de corte, para, finalmente trabajar en cloud y llegar a organizar procesos que no se encuentran en la misma ubicación física, logrando transformar la planta en una Smart Factory.
Por otra parte, esta orquestación es obligada toda vez que la máxima eficiencia de la productividad de una planta ya no está en sistemas proporcionados por un único proveedor, sino que la mayor especialización y colaboración obliga a interrelacionar soluciones procedentes de distintos fabricantes para sacar el mayor partido. Gracias a la universalidad de nuestro software, esa comunicación entre máquinas es factible.
En definitiva, en la orquestación es donde encontramos cómo hacer que la misma partitura se vaya amoldando en función de las necesidades de cada instrumento, el cual estamos haciendo útil gracias a que los datos van pautando todos y cada uno de los procesos y partes intervinientes (personas, máquinas y software). Finalmente, colocándolos a todos bajo una misma coreografía logramos que todo fluya sin errores, ni provocando cuellos de botella.