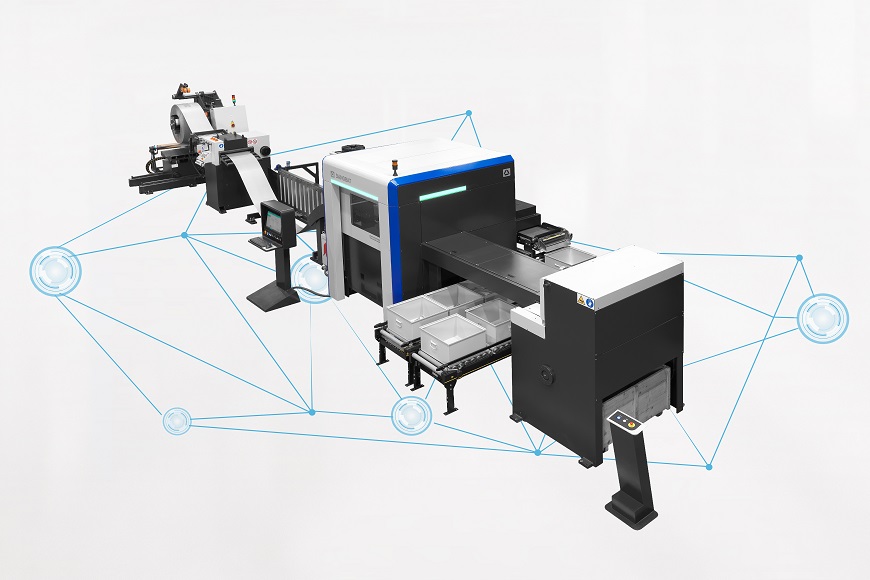
Danobat Laserschneidemaschine
Derzeit bringt uns diese vierte industrielle Revolution, Industrie 4.0, jedoch Maschinen, die über das Internet der Dinge mit Cloud-Plattformen verbunden sind, sodass Daten automatisch verarbeitet, analysiert und gespeichert werden können. Technologische Wegbereiter wie Künstliche Intelligenz, Big Data und maschinelles Lernen werden mithilfe dieser Maschinendaten Antworten für Problemstellungen verschiedener Fertigungsebenen finden und den Menschen bessere Entscheidungen ermöglichen.
Dafür müssen Maschinen jedoch einander verstehen und Systeme miteinander kommunizieren können. Es gibt eine Vielzahl von Kommunikationsprotokollen – die Blech bearbeitende Industrie hat es bislang aber nicht geschafft, sich auf einen Standard zu einigen. So müssen wir mitunter Einheit für Einheit bearbeiten, damit alle Maschinen die gleiche Sprache sprechen. Wie dem auch sei – Ingenieure können Kommunikationsdienste zwischen verschiedenen Systemen etablieren, um die damit verbundene Technologie transparenter zu machen.
Gleichwohl wird nicht das Kommunikationsprotokoll Dreh- und Angelpunkt sein – also die Grundlage, auf der die Maschine Informationen bereitstellt – sondern vielmehr die Dienstleistungen durch die Maschine selbst. Grundgedanke ist, dass die Daten von der Maschine geliefert werden, um spezifische Fragen zu beantworten, die aus dem System heraus entstehen. Je nachdem, wer mit der Maschine spricht, werden sich die Vorgehensweisen unterscheiden – ob es eine Software zur Maschinenprogrammierung (CAM) ist, ein System zur Fertigungssteuerung (MES) oder zum Wartungsmanagement.
So muss beispielsweise das MES vertikal ausgerichtet werden, damit es die Leistungen aller Maschinen verstehen und sie wirksam einsetzen kann, um die gesamte Produktion des Unternehmens zu organisieren. Was CAM angeht, ist die Herausforderung zu wissen, wie die gesamten neuen Software-Architekturen aussehen werden. Die Basis hat sich in den vergangenen 40 Jahren nicht geändert: Parametrisierung der Maschine, CAD-Importer, technisiertes Instruktionsdesign und schließlich Erstellung numerischer Dateien für die industrielle Steuerung. Diese Struktur und alles, was damit verbunden ist, wird derzeit bereinigt. Es bleibt abzuwarten, ob wir Probleme effizienter aus der Perspektive der Maschine lösen können – und zwar auf eine Art und Weise, die nicht nur automatisiert, sondern auch für die Systeme nachvollziehbar ist. Dann könnten spezifischere Lösungen entwickelt werden. Schließlich sollte die Programmiersoftware sich darauf konzentrieren, herauszufinden, was der Kunde hinsichtlich Kosten, Zeitplan, Qualität und anderer Aspekte der Fertigung braucht – also sich auf die Aufgaben des MES konzentrieren. Denn der Trend geht zu Systemen, die eine umfassende allgemeine Interoperabilität bieten und ohne spezifische Integration auskommen.
Die Maschine der Zukunft muss völlig autonom sein und ohne Ausfallzeiten effizient arbeiten können. Entsprechend müssen Daten und Systeme, die bei der Entscheidungsfindung oder Erstellung von Maschinenanweisungen helfen, so verfügbar sein, dass sie diese Bedingungen sicherstellen. Damit für die Problemlösung die technologischen Möglichkeiten von Industrie 4.0 umfassend genutzt werden können, müssen wir – wie eingangs gesagt – einen Teil der Prozesse in die Cloud verlagern. Mancherorts diskutiert man bereits darüber, welche Datenpakete in der Maschine verbleiben, welche in lokalen oder privaten Netzwerken liegen und welche in die Cloud verschoben werden sollten. Diese hybride Strategie wird zu einer größeren Produktivität führen und gleichzeitig die Fähigkeit steigern, Probleme effektiver zu lösen.
Zusammenfassend lässt sich sagen: Die Maschine der Zukunft wird dank der Möglichkeiten von Industrie 4.0 intelligent sein. Damit verbunden sind Technologien, die in der Cloud zusammenlaufen, Effizienz und Produktivität steigern und die Kosten für die zukünftige Smart Factory senken.