Autor Mario Rodríguez, 2D CAD/CAM Product Manager
La calderería comenzó a aplicarse en maquinaria agrícola, pero hoy en día se utiliza para diferentes sectores, como climatización, ventilación, petróleo o naval. Dentro de la calderería hay que distinguir entre dos tipos, en función del grosor de la pieza metálica. Por un parte, tenemos la calderería fina, que requiere de espesores de entre 0,6 mm y 1,5 mm y se emplea para conductos de aire acondicionado, aspiración o ventilación; por otra, la calderería gruesa, que utiliza espesores por encima de los 5 mm y se aplica para sistemas de tubería industrial en la conducción de líquidos, como oleoductos o instalaciones offshore. Pero detrás de esta técnica no solo hay grandes depósitos o tuberías, sino también un enorme trabajo de diseño para fabricar piezas que requieren de una gran precisión. Para ello es necesario trabajar con un software capaz de dar respuesta a las necesidades de los clientes.
En Lantek ese software es Lantek Expert Duct. Se trata de un potente módulo de creación automático de figuras de calderería, que ofrece una enorme biblioteca de formas geométricas parametrizadas. No estamos ante un programa que simplemente realice un cálculo para el desarrollo de las piezas, sino que está integrado en toda la suite de productos de gestión, por lo que se tiene una trazabilidad completa del proceso de fabricación de los conductos o depósitos.
La propuesta de valor es, por tanto, la capacidad de integrar y conectarse con otras soluciones, aportando más calidad al producto y mejorando las respuestas a las demandas. Con este objetivo, Lantek Expert Duct está integrado con el resto de los programas de la familia Lantek Expert, el software CAD/CAM para chapa más avanzado de la industria del metal para automatizar la programación CNC de las máquinas. Con él se puede diseñar o modificar los trazados de cualquier tipo de pieza con independencia del tipo de máquina de corte (oxicorte, plasma, láser o chorro de agua) y de puzonado. En paralelo, el anidado ayuda a optimizar el uso del material.
De este modo, Lantek Expert Duct puede operar con Lantek Expert Cut, el programa para automatizar la programación de máquinas de corte de chapa y con Lantek Expert Punch, para hacer lo propio con máquinas de punzonado. Así, al estar integrado como si se tratase de un solo programa, cualquier modificación de una pieza se reprogramará teniendo en cuenta el anidado y a la secuencia de corte.
Asimismo, también está conectado con otras soluciones como Lantek MES para la planificación de la producción, ERP como Lantek Integra para la gestión de fabricación (puede ser un Enterprise Resource Planning externo) o bien Lantek Analytics, con analítica de datos para la búsqueda de soluciones avanzadas en la fabricación. Al mismo tiempo, es posible operar de forma autónoma o desde una red local.
Como vemos, soluciones inteligentes para una fabricación inteligente que reducen tiempos, lo que incide en una disminución de costes y una mayor rentabilidad.
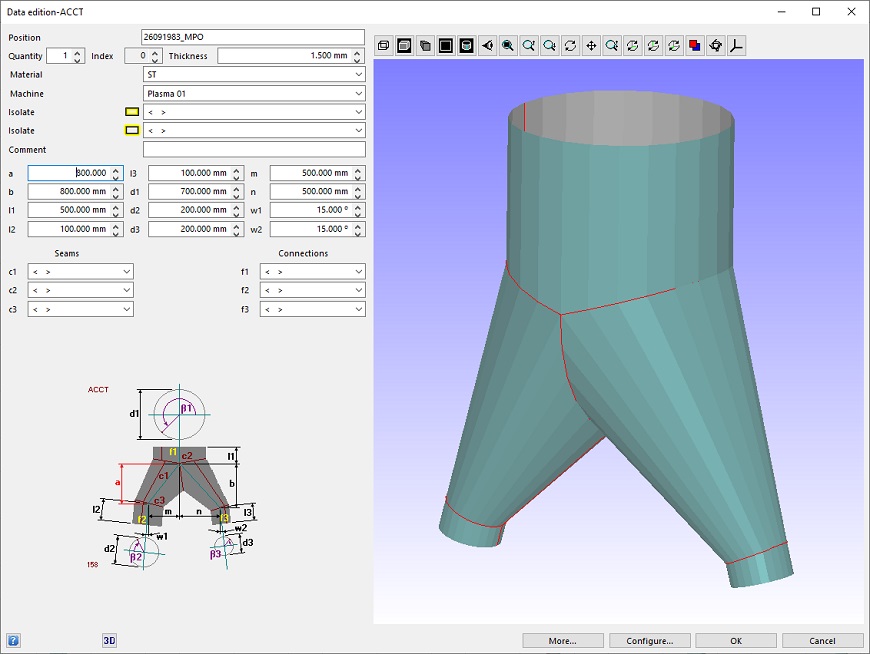
Lantek Expert Duct es sencillo de utilizar. Tan solo hay que seleccionar la figura e introducir los datos y el programa calcula de forma automática el despliegue. Dicho cálculo se realiza teniendo en cuenta pesos, perímetros del corte y los costes de material necesario. El software ofrece el resultado final a partir de una figura en 3D.
Todo en conjunto ofrece un resultado final muy preciso y trabajado, pero menos laborioso que antaño, gracias al uso de la tecnología de última generación y a la capacidad de innovar para dar respuesta a las necesidades del usuario.


