Ursprünglich wurde der Kesselbau für landwirtschaftliche Maschinen angewendet. Heute wird er in verschiedenen Sektoren genutzt, wozu Klimatisierung, Lüftung, Ölindustrie und Marine zählen.
Beim Kesselbau gibt es zwei Kategorien, je nach Stärke des Metallstücks. Auf der einen Seite gibt es den Kleinkesselbau, welcher auf eine Stärke von 0,6 mm bis 1,5 mm und für Klimatisierungs-, Lüftungs- und Saugleitungen angewandt wird. Andererseits gibt es den Großkesselbau, welcher Stärken über 5 mm für Industrierohrsysteme für die Leitung von Flüssigkeiten wie Pipelines oder Offshore-Anlagen verwendet.
Diese Technik steht jedoch nicht nur für große Sammelbehältern oder Rohrleitungen, sondern auch für eine enorme Gestaltungsarbeit von Teilen, die hohe Genauigkeit voraussetzen. So ist es notwendig, mit einer Software zu arbeiten, die diese Kundenbedürfnisse erfüllen kann.
Wir von Lantek bieten dafür die Software Lantek Expert Duct an. Es handelt ich dabei um ein leistungsstarkes Modul für das automatische Entwerfen von Leitungskanalfiguren, welches eine enorme Bibliothek an geometrischen, parametrisierten Formen bietet. Das Programm führt nicht einfach nur eine Berechnung für die Entwicklung von Teilen durch, sondern ist in die gesamte Suite an Managementprodukten integriert. Dadurch ist eine vollständige Nachverfolgung des Herstellungsprozesses von Leitungen oder Sammelbehältern möglich.
Das Wertversprechen ist demnach die Kapazität, andere Lösungen zu integrieren und zu verbinden. Dies macht das Produkt hochwertiger und verbessert die Nachfragereaktion. Mit diesem Ziel ist Lantek Expert Duct in die übrigen Programme der Familie Lantek Expert, die fortschrittliche CAD/CAM-Software für Blech der Metallindustrie zur Automatisierung der CNC-Programmierung von Maschinen, integriert. Mit dieser Software können die Zeichnungen sämtlicher Teile unabhängig von der Art der Schneide- oder Stanzmaschine (Autogen, Plasma, Laser oder Wasserstrahl) entwickelt und modifiziert werden. Parallel dazu hilft die Verschachtelung bei der Optimierung der Materialnutzung.
So kann Lantek Expert Duct auch in Kombination mit Lantek Expert Cut, dem Programm zur Automatisierung der Programmierung der Blechschneidemaschinen und mit Lantek Expert Punch zur Automatisierung der Programmierung von Stanzmaschinen genutzt werden. Da die Software so integriert wurde, als würde es sich dabei um ein einzelnes Programm handeln, wird jede Änderung an einem Werkstück umprogrammiert, wobei die Verschachtelung und die Schneidesequenz berücksichtigt werden.
Daneben ist sie mit weiteren Lösungen wie Lantek MES für die Produktionsplanung, ERP wie Lantek Integra für die Verwaltung der Herstellung (dies kann auch ein externes Enterprise Resource Planning sein) oder auch Lantek Analytics mit Datenanalytik für die Suche nach fortschrittlichen Lösungen in der Herstellung verbunden. Gleichzeitig ist es möglich, den Betrieb autonom oder über ein lokales Netz auszuführen.
Wir sprechen also von intelligenten Lösungen für eine intelligente Herstellung, die Zeiten reduzieren. Dies äußert sich wiederum in einer Kostenminderung und einer höheren Rentabilität.
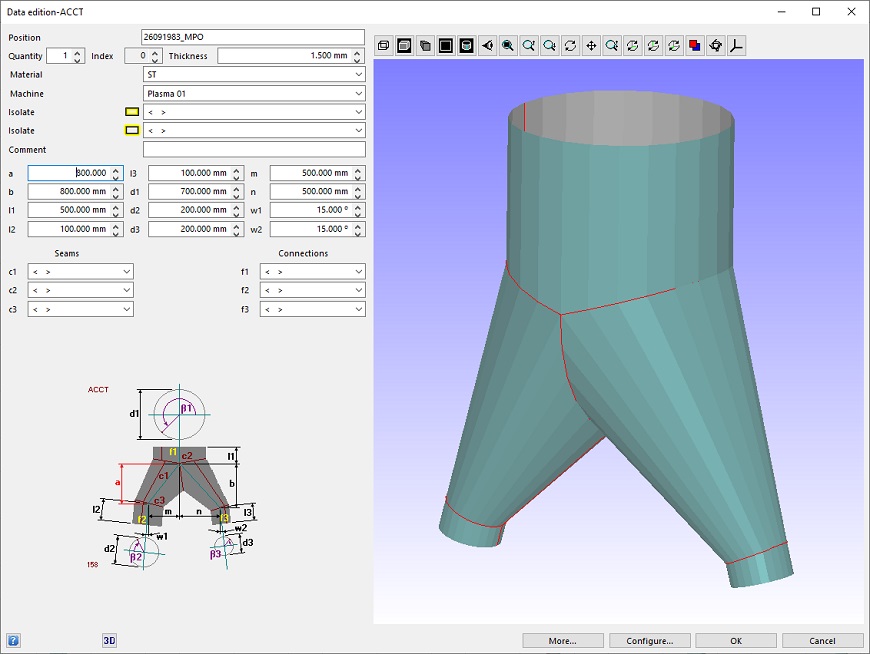
Die Verwendung von Lantek Expert Duct ist sehr einfach. Der Benutzer wählt die Figur aus und gibt die Daten ein. Das Programm berechnet die Umsetzung automatisch. Diese Berechnung erfolgt unter Berücksichtigung von Gewichten, Schneideperimetern und den Kosten des nötigen Materials. Die Software zeigt das Ergebnis anhand einer 3D-Figur.
Alles in allem liefert die Software ein sehr präzises und ausgefeiltes Ergebnis, welches dank der Verwendung der neuesten Technologie und der Innovationsfähigkeit zur Reaktion auf die Bedürfnisse des Kunden weniger aufwändig ist als früher.