Claves para elegir la máquina de corte de chapa
Sin embargo, la irrupción en los últimos años del láser de fibra, más económico y eficiente energéticamente que su hermano de CO2, lo convierten en una alternativa muy competitiva que muchos clientes están introduciendo en sus plantas. Como consecuencia, el resto de las tecnologías está perdiendo cuota de mercado. Si bien, ya que en función del grosor, material y destino de las piezas se necesitará una u otra máquina, todavía queda tiempo para que queden obsoletas.
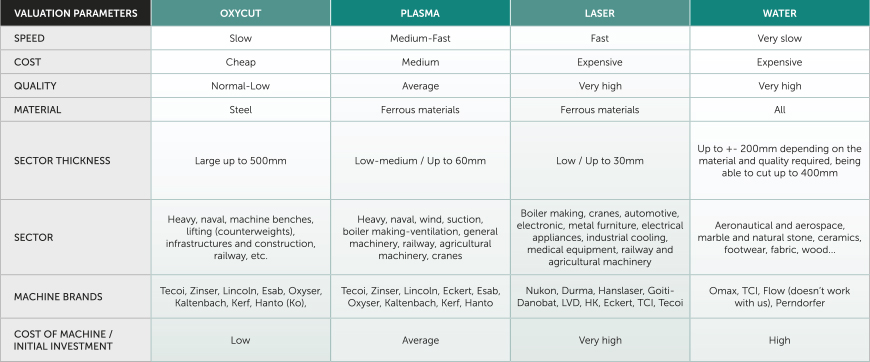
Tecnología de corte por Oxicorte
Es la máquina de corte más barata del mercado, por lo que la inversión inicial es relativamente baja. Esta tecnología es la más adecuada para el corte de acero en espesores grandes, de hasta 500mm. Tiene una gran portabilidad, ya que no necesita una conexión eléctrica especial. Los sectores que más emplean el oxicorte son la industria pesada, naval, bancadas de las maquinarias, elevación (contrapesos), infraestructuras, construcción o ferroviario. Ahora bien, esta máquina de corte es lenta y la calidad no es tan buena como la que se consigue con otras tecnologías de corte. Para intentar mitigar esta lentitud, la gran mayoría de las máquinas de oxicorte incorporan varios cabezales que permiten cortar de forma simultánea la misma pieza, aumentado de esta manera la productividad.
Tecnología de corte con Plasma
El plasma de alta definición se acerca en calidad a la tecnología de corte por láser en espesores gruesos, pero con un coste de adquisición inferior. Resulta ser el más adecuado para grosores de hasta 60mm de espesores en materiales férricos. Los mercados que más demandan esta tecnología de corte son: industria pesada, naval, eólica, aspiración, calderería-ventilación, maquinaria en general, ferroviario, maquinaria agrícola, grúas, entre otros.
Tecnología de corte Láser
Algo más cara que la anterior, el láser ofrece una calidad de corte más preciso, especialmente, en espesores finos y mecanizando orificios pequeños de materiales férricos. Existen dos tipos en el mercado, el láser de CO2, que es apropiado para espesores de hasta 30mm, y el de fibra, que ofrece una velocidad y calidad superior para espesores inferiores.
Esta versión ha irrumpido en el mercado en los últimos años y es más económico y eficiente, desde el punto de vista energético, por lo que sus costes en inversión, mantenimiento y operación son menores. Algunos fabricantes han visto en el láser de fibra una oportunidad y están introduciéndolo de forma masiva. Calderería, grúas, automóvil, electrónica, mobiliario metálico, electrodomésticos, frío industrial, material médico, ferroviario y maquinaria agrícola son los sectores donde más se emplea el láser.
Tecnología de corte mediante chorro de agua
Es una tecnología interesante para todos aquellos materiales que se puedan ver afectados por el calor, al realizar su corte en frío, como plásticos, mármol, cerámica, titanio, etc. Para incrementar la potencia del corte se puede introducir un abrasivo capaz de trabajar sobre todo tipo de materiales de hasta unos 200mm, aunque dependiendo del material y calidad requerida se puede llegar a cortar el doble de espesor. En este sentido, es muy útil para materiales duros como cerámicos, piedra o vidrio. Ahora bien, es una máquina lenta y cara, pero de muy buena calidad, siendo la relación coste e inversión no muy elevada. Los sectores que más demandan el chorro de agua son el aeronáutico y aeroespacial, mármol, piedra natural, cerámica, calzado, tela o madera.
Punzonado
Aunque el láser ha tomado el relevo del punzonado en ciertos cortes, todavía conserva su hueco gracias a que el coste de la máquina es muy inferior, a su velocidad y a su capacidad para realizar operaciones de embutido y roscado no posibles en la tecnología láser. Por otra parte, para piezas con muchos agujeros y para series largas, la punzonadora sigue siendo más eficiente que el láser.
Además de las propias características de cada máquina que harán que nos inclinemos hacia una y otra, hay que tener en cuenta otros parámetros a la hora de inclinar la balanza hacia una u otra. Estos son los costes asociados a la producción de una pieza, más allá del material y de la máquina, como los consumibles, electricidad, operarios o tiempo de corte.
En cuanto al gasto de material, hay que tener en cuenta la geometría de la pieza y el peso de ésta. Las máquinas trabajan para aprovechar al máximo las piezas y generar la menor cantidad de retal posible. El resto de los costes se calcularán a partir del tiempo de mecanizado, que se convierte en elemento clave para obtener precisión a la hora de presupuestar, analizar la eficiencia de la producción y planificar la misma.
Así pues, el láser de fibra está imponiéndose en un mercado en el que todavía compite en cuota de mercado al mismo nivel que el plasma y donde el chorro de agua se resiste, pese a su lentitud, gracias a que algunas industrias no admiten el templado de los materiales y a que mantiene su nicho en materiales no férricos.


