.png)
El objetivo de este artículo es ayudarte a comprender cómo usar correctamente el explorador de trabajos para maximizar tu eficiencia y productividad. A través de los siguientes párrafos, describirás los requisitos previos, los pasos necesarios y los consejos y trucos útiles para usar el explorador de trabajos de manera efectiva. Al final del artículo, podrás tener una idea clara y completa de cómo utilizar el explorador de trabajos y así evitar estrés, pérdidas de tiempo y baja productividad.
Uno de los elementos más importantes y que es absolutamente imprescindible usar dentro de Lantek es su explorador de trabajos. El explorador, bien usado, te va a permitir gestionar y tener ordenados proyectos, trabajos y subtrabajos en un sistema de carpetas que se despliega en forma de árbol y que, dedicar un tiempo a tenerlo ordenado, te va a proporcionar trabajar mejor y con más productividad..
Seguramente, más de una vez, llevado por las prisas habrás guardado trabajos de esta forma.
- Trabajo de Luis
- Trabajo de Luis 2
- Trabajo de Luis definitivo.
- Trabajo de Luis definitivo 2
- Trabajo de Luis ahora si que es el bueno.
Esto es más que habitual, y es responsabilidad del jefe de oficina técnica es definir un sistema de organización del trabajo válido y que evite estas chapuzas. Hay tantas formas de organización como empresas, o incluso usuarios. Sin embargo, te aconsejo encarecidamente que, antes de empezar a usar Lantek, definas un sistema de organización de trabajos válido para todos los casos que surjan en producción.
Este tipo de empresas fabrican y comercializan sus propios productos, el criterio de organización de los trabajos se divide en dos ramas principales.
- Productos de stock o de catálogo. Los trabajos para este tipo de productos se suelen organizar por números de pedido con un simple contador. Hay veces que se distingue número de pedido y número de trabajo, en ese caso, jerárquicamente, el número de pedido suele estar por encima, ya que un pedido puede contener varios trabajos. En nuestro caso nombramos el trabajo con dígito del año, dígito del mes y número de trabajo de ese mes.
- Fabricaciones especiales. Estos trabajos suelen tener un dígito que identifica que es especial, seguido del dígito que identifica al cliente.
Esta forma de organizar los trabajos ahorra tiempo y recursos, lo que a su vez te permite aumentar tu capacidad de producción.
En este caso, lo mejor es organizar el árbol partiendo del cliente. Un ejemplo podría ser el siguiente.
- Cliente 1
- Proyecto 1
- Trabajo 1
- Trabajo 2
- Proyecto 2
- Cliente 2
En este ejemplo, queda todo más limpio si se usan números de clientes y números de proyectos en lugar de hombres.
Este sistema te ayudará a mejorar la comunicación y la coordinación con tus clientes. Al utilizar el explorador de trabajos de manera efectiva, tu empresa podrá proporcionar un servicio más eficiente, fundamental cuando hay ampliaciones o repeticiones de pedido meses después, lo que te obliga a revisar qué hiciste en su día. Si además, lo combinas con la función de reutilizar anidados y mecanizados podrás mejorar la gestión y aumentar tu capacidad de producción de trabajos.
Conocimiento general de Lantek. Es imprescindible tener un conocimiento previo sobre Lantek, sus áreas de trabajo y sus funcionalidades para poder exprimir el explorador de trabajos de manera efectiva. La experiencia en su uso es la mejor guía para tener un criterio válido que te ayudará a organizar las carpetas de trabajos.
Si eres nuevo usando el software, déjate guiar por tu compañero. En el caso de que estés implantado Lantek por primera vez en vuestra empresa, es mejor dejarse aconsejar por el implantador que te podrá guiar en el proceso.
Obviamente, y desde la parte técnica, hay que contar con un hardware decente con una licencia válida. Si es posible, recomiendo una o varias licencias flotantes instaladas en el servidor, que harán más flexible el uso de Lantek en entornos de varios usuarios.
En cuanto a las bases de datos, Lantek te permite trabajar con diferentes bases de datos, de forma que cuando cambias de base de datos, lo cambias todo. Trabajos (y su estructura de organización), piezas, máquinas, herramientas … todo.
En algunos entornos muy concretos, es muy práctico y recomendable trabajar con diferentes bases de datos, pero no es lo habitual en la mayoría de empresas.
1. Abre Lantek.
2. Si lo tienes configurado, la barra de explorador de trabajos, la tendrás a la izquierda de la pantalla. Si no lo tienes, en la barra de herramientas de Lantek, haz clic en el botón "Explorador de trabajos" para acceder.
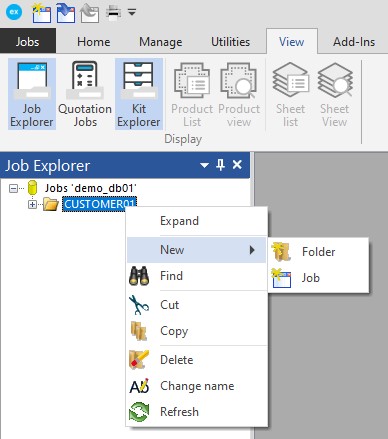
3. Para añadir un trabajo, Pulsa donde quieres añadirlo con el botón derecho del ratón y haz clic en "Añadir trabajo"
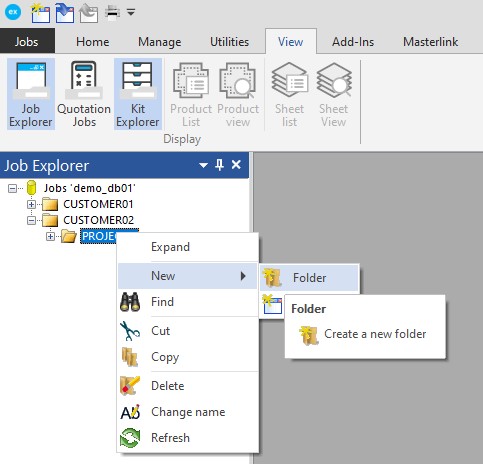
4. Si quieres añadir una subcarpeta que cuelgue de otra, también puedes hacerlo pulsando con el botón derecho, sobre la carpeta de donde quieres que cuelgue y pulsas en la opción “Añadir carpeta”
5. Puedes mover trabajos, o reorganizarlos copiando o cortando y pegando tanto trabajos como carpetas.
6. Pulsando con el botón derecho, sobre una carpeta o sobre un trabajo, tienes campos adicionales que se pueden personalizar con el fin de tener mejor etiquetado un trabajo.
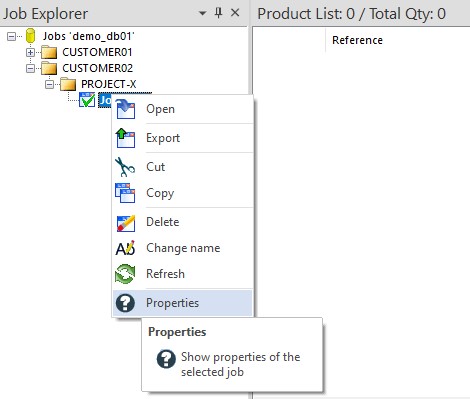
7. También cuentas con un campo de observaciones, que te permitirá detallar alguna observación sobre el trabajo que pueda ser interesante para el equipo.
Siguiendo estos consejos y trucos, podrás aprovechar al máximo las funcionalidades y capacidades del explorador de trabajos en Lantek, y podrás optimizar tu trabajo de forma eficiente.Nos leemos en el próximo artículo.


