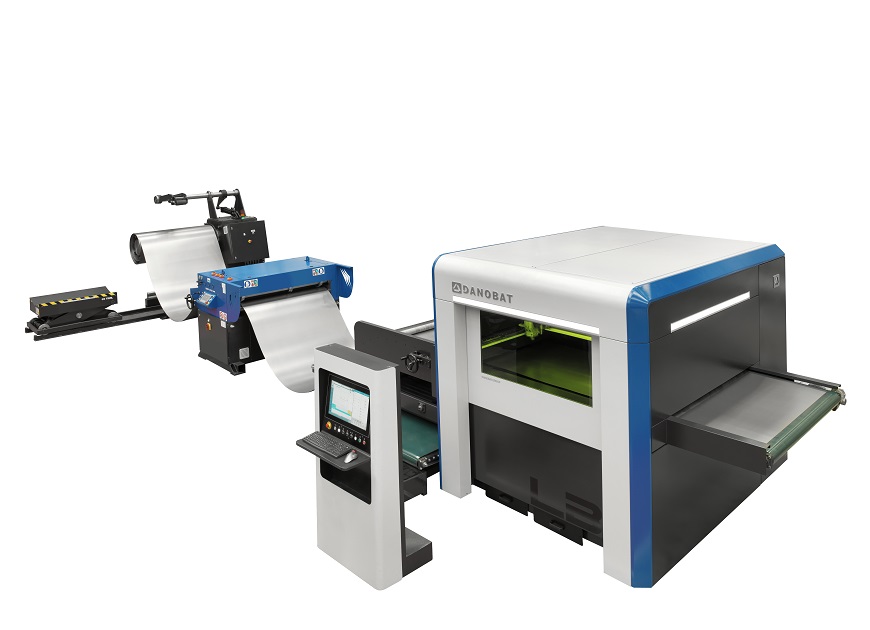
Bild von Danobatgroup
Die ersten Maschinen, die anstatt von vorgeschnittenen Standardformaten von Coils ausgehend versorgt wurden, waren Plasmamaschinen. Konkret waren es jene, die sich am HLK-Sektor orientierten, da sie feine Stärken von 0,6 bis 1,2 mm nutzten, welche normalerweise als Coils bereitgestellt wurden.
Mit dem Boom des Faserlasers, seinen Kosteneinsparungen, seiner "einfachen" Fertigung und demnach der Vergünstigung und Popularisierung, ebnete sich dieser Marktbereich seinen Weg und lieferte dem konventionellen Laser, welcher vorgeschnittene Formate und einen fixen Arbeitstisch nutzte, einige Vorteile.
Hier werden wir unshauptsächlich auf den Schnitt mittels Lasertechnologie konzentrieren, auch wenn dies auch auf jede andere 2D-Schneidetechnologie (in erster Linie Plasma) angewendet werden könnte. Wir dürfen nicht vergessen, dass diese Maschinen sich an einen konkreten Marktbereich richten: jener des Feinblechs und jener mit hohem Fertigungstempo.
Das Schneiden des fortlaufenden Formats (Coil) verbessert einige der Problematiken des konventionellen Lasers. Dazu zählen:
- ZEITOPTIMIERUNG:
Bei konventionellen Maschinen ermöglichen die aktuellen Laserleistungen bei der Verwendung von Standardblechformaten (z. B. 3000 x 1500) und feinen Stärken das Schneiden bei erhöhten Geschwindigkeiten (über 8000 mm/min). Dies sorgt dafür, dass die Blechwechselzeiten (Tischwechsel) hinsichtlich der Schneidezeit einer kompletten Verschachtelung (ein Blech) teilweise über 30 % betragen, oder in anderen Worten, einem Drittel der Gesamtzykluszeit entsprechen, die zum Wechseln des Blechs aufgewendet wird.
Maschinen, die Coils schneiden, haben dieses Handicap nicht, da sie den Schneidebereich fortlaufend versorgen.
- MATERIALOPTIMIERUNG:
Da es sich um ein "unbeschränktes" Format handelt, kann Altmetall, das am Ende der vorgeschnittenen Formate übrig bleibt, im nächsten Arbeitsbereich genutzt werden. Je nach Typologie und Mischung der Werkstücke bedeutet dies Materialeinsparungen von bis zu 10 %.
Werkstücke von "beliebiger Länge" können geschnitten werden: Maschinen mit fixem Maschinenbett begrenzen die maximale Länge der Werkstücke auf die Größe des Maschinenbetts. Bei einer Maschine zum Schneiden von Coils gibt es diese Begrenzung nicht.
- KOSTENOPTIMIERUNG:
Das Laserschneiden von Coils reduziert Materialkosten im Vergleich zu den Kosten beim Schneiden von Formaten (Blanks). Wenn wir dann noch die Zeitoptimierung hinzurechnen, stehen wir vor einem System, dass sich perfekt für große Mengen an repetitiven Werkstücken eignet.
Jedoch gibt es wie bei jedem neuen Prozess spezifische Punkte, für die eine Lösung gefunden werden muss:
- Abtransport von Werkstücken: Beim Bewegen des Blechs (Coil) und somit der Werkstücke, nachdem diese geschnitten sind, kann es sein, dass diese mit der Umgebung der Maschine zusammenstossen.
- Abtransport von erzeugtem Altmetall: Während des Schneideprozesses, hauptsächlich beim Schneiden von Löchern, werden Blechstücke erzeugt, die erneut für Kollisionen mit der Umgebung der Maschine sorgen können.
- Coil-Wechselzeit: Trotz der Verbesserungen hinsichtlich Zeiten, die dieser Prozess ermöglicht, kann der Coil-Wechsel, wenn das Material und/oder die Stärke der Werkstücke häufig gewechselt werden muss, zu einem Engpass werden.
Jeder Hersteller entwickelt unterschiedliche "Lösungen" für diese zwei ersten Problematiken: Klappen für den Abtransport, Mikrohalterungen, Altmetall-Beseitigung, usw. Es wird interessant, zu sehen, welche Methoden sich auf dem Markt durchschlagen.
Bei der entwickelten Maschinentypologie für das Schneiden von fortlaufendem Material (Coil) finden wir zwei Gruppen:
- Maschinen, die bei stillstehendem Material schneiden: Diese Maschine wickeln einen Teil des Coils ab und versorgen einen Arbeitsbereich. Innerhalb dieses Arbeitsbereichs funktioniert die Maschine gleich wie eine Maschine mit fixem/geschlossenem, normalem Maschinenbett. Die Brücke und das Kopfteil werden dabei in XY bewegt. Wenn alle Werkstücke des Arbeitsbereichs geschnitten sind (einige Werkstücke sind möglicherweise partiell geschnitten, da sie länger sind als der Arbeitsbereich oder sich zwischen zwei Bereichen befinden), wickelt die Maschine erneut einen Teil des Coils ab und lässt das Blech fortschreiten/positioniert es neu.
- Maschinen, die bei sich bewegendem Material schneiden ("on the fly"): Diese Maschinen sind offensichtlich produktiver, jedoch auch komplexer/teurer.
Da das Fortschreiten des Coils bei konstanter Geschwindigkeit erfolgt, wird die Brücke üblicherweise innerhalb eines Arbeitsbereichs mit dem Schneidekopfteil in XY bewegt, was ein erhöhtes Tempo beim Schneiden ermöglicht.
Um ein höheres Tempo beim Schneiden zu erzielen, wurden diese Maschinen mit (2 oder 3) verschiedenen Schneidekopfteilen ausgestattet. So können alle Kopfteile gleichzeitig verschiedene Arbeitsbereiche desselben Werkstücks schneiden, wodurch ein höheres Tempo beim Schneiden der Werkstücke möglich ist.
Diese Maschinen können es mit den traditionellen "Blanking"-Linien von Pressenschneidemaschinen aufnehmen. Ihr üblicher Name ist "Laser-Blanking" und sie sind hauptsächlich auf dem Automobil-, OEM- und TIER1-Markt präsent. Es muss jedoch erwähnt werden, dass der Laser sehr vielseitig ist und diese Lösung auch auf jeden anderen Sektor angewandt werden kann, der ein erhöhtes Tempo bei der Werkstückverarbeitung voraussetzt.
- Daneben existiert eine kleine Gruppe an Maschinen, bei welchen das Schneidekopfteil fix in einer Achse ist und sich nur transversal in der Fortschrittsrichtung des Blechs bewegt, wobei sich das Blech/der Coil vorwärts und rückwärts bewegt. Diese Maschinen sind zweifellos günstiger, waren jedoch bisher nicht besonders gefragt auf dem Markt.
Lantek bietet eine Programmierung, mit welcher die maximale Ausnutzung der Kapazitäten der Maschine erzielt werden kann.
Ein weiteres Mal spielt die Software eine wichtige Rolle. Sie steuert nicht nur, sondern verleiht dem Prozess ausreichend Intelligenz, um verschiedene Elemente, die in der Linie zusammenspielen, miteinander zu verbinden.