Siderúrgicas como Sidenor y ArcelorMittal, automovilísticas como Volskwagen o Stellantis Vigo (la antigua PSA), por citar algunos ejemplos, han tenido que detener su actividad por el disparado precio de la electricidad. “Nos vemos obligados a parar nuestra actividad ante el desorbitado precio de la electricidad. En octubre se estaba pagando 277 euros por MWh y la previsión para noviembre y diciembre es que llegue hasta los 284 euros, cuando el año pasado se pagaba poco más de 60 euros. En este contexto de aumento desorbitado de los precios eléctricos, con un impacto en los costes de producción de más de 200 millones de euros por tonelada, resulta imposible para Sidenor mantener el ritmo de producción actual”. Estas declaraciones son un botón de muestra de lo que está ocurriendo en el tejido empresarial por un alza de los precios energéticos que no parece tocar techo.
Tampoco el encarecimiento de las materias primas. En un año, el precio del aluminio se ha llegado a incrementar casi un 70%, alcanzando máximos por encima de los 3.000 dólares por tonelada, y el del acero se ha elevado en torno a un 20%, situándose por debajo de los 1.500 dólares, pero con máximos de 1.800 dólares.
“Las políticas expansivas de los Gobiernos han reactivado la demanda y el consumo embalsado por la pandemia han dado como resultado una fuerte recuperación de la demanda en muchos sectores, sobre todo ligados al consumo, con el consiguiente efecto sobre del precio de las materias primas, algunas de las cuales destacan especialmente. El sector tecnológico, por ejemplo, está presionando al alza los precios del cobre, el aluminio, el níquel, el zinc y el estaño. Por su parte, el repunte de la construcción y algunas industrias puede estar generando una mayor demanda de hierro, acero, madera y plomo”, explica a Lantek, Juan Ugarte, director general de SEA Empresas Alavesas
Por su parte, el director general de la Asociación Española de Fabricantes de Máquinas-Herramienta (AFM Cluster), Xabier Ortueta, nos comenta que “el relevante rebote de la actividad industrial, que ha sucedido a la crisis de la pandemia, está tensionando muchas cadenas de valor relacionadas entre sí. Parte de las inelasticidades son reales y otras provocadas, por lo que es verdaderamente complejo actuar sobre ellas, y lo estamos viendo cada día. Adicionalmente, la escasez tiende a generar sobredemanda, y en ocasiones, estrategias de acopio de algunos insumos y componentes críticos”.
¿Qué podemos esperar en el futuro?
Según un informe de Goldman Sachs, el precio del aluminio seguirá al alza en el próximo lustro situándose en los 3.500 dólares, ya que, con la vista puesta en el objetivo de alcanzar la neutralidad climática en 2050, el precio de las materias primas bajas en emisiones va a seguir tensionado.
Para SEA es difícil prever la evolución de los precios “por la variedad de factores que pueden dar lugar a efectos impensados”. Señala, por ejemplo, un “indeseable” retroceso de la situación sanitaria que podría dar lugar a nuevas restricciones, lo que podría revertir el ciclo alcista de la producción y los precios. Algo similar podría ocurrir si el consumo crece por debajo de lo previsto y las empresas se ven obligadas a moderar sus planes de expansión”.
Por el lado de la oferta, añade Juan Ugarte, director de SEA, “también podríamos ver cambios, a pesar de que, a priori, un aumento en el precio de las materias primas genera incentivos para incrementar su producción. El motivo es que muchos recursos naturales solamente pueden ser explotados a un ritmo determinado, el cual, en el mejor de los casos, se puede acelerar a costa de grandes inversiones. Por tanto, es posible que algunas empresas no tengan tiempo de reponer su stock a la misma velocidad a la que dan salida a sus productos, y esto podría mantener los precios altos sin que aumente, y en la misma medida, la producción”.
Con todo, “se espera que este incremento, sea un incremento transitorio. Los cortes en las cadenas de suministro, el incremento en el precio de los fletes marítimos, como otros factores no mencionados previamente, también inciden en el alza que experimentan las materias primas. Un alza que, como decíamos, podría comenzar a moderarse en los próximos meses, en tanto en cuanto se vayan estabilizando la oferta y la demanda, adaptándose ambas variables a la era postcovid”, concluye Juan Ugarte.
Por su parte, Xabier Ortueta se muestra prudente, “ya que no es fácil hacer recomendaciones, y menos generales. Los precios de las materias primas parece que comienzan a estabilizarse, y notamos, lamentablemente, un inicio de aplanamiento del crecimiento industrial, que suele operar como regulador de este tipo de situaciones. Esperemos que las aguas vayan volviendo poco a poco a su cauce y que, entre tanto, podamos seguir trabajando”. En cualquier caso, “nuestras empresas deberán de ser capaces de conservar sus márgenes en un escenario extremadamente complejo donde en ocasiones se ven obligados a cerrar pedidos a precios cuya rentabilidad depende de comprar de manera adecuada, asunto que en este momento no parece que esté en nuestras manos”, finaliza el director general de AFM.
El balance que hace el director general del cluster Siderex, Asier San Millán, es que “los precios se han estabilizado ligeramente”, aunque “sigue existiendo cierta falta de suministro y una oferta con plazos de entrega largos”. Resalta que el incremento del precio final está unido al de las materias primas necesarias para la producción del acero. “Materias primas que han experimentado un alza de precios brutal. La razón se circunscribe a determinadas políticas que están aplicando algunos países para privilegiar el suministro interno en vez del de la exportación. También ha influido de forma notable la recuperación de determinados mercados que han disparado la demanda y, en consecuencia, su precio o que se han visto en la obligación de cumplir con clientes de toda la vida para evitar sus roturas de stock”.
Como recomendación, San Millán señala que las empresas deben centrarse en la mejora de la cadena de suministro, “no solo en la búsqueda de nuevos aceros más ligeros, menos corrosivos o resistentes que aportan valor añadido para diferenciarnos de nuestros principales competidores, sino también en la mejora de la producción o la mejora de la cadena de suministro no dependiendo de terceros países”.
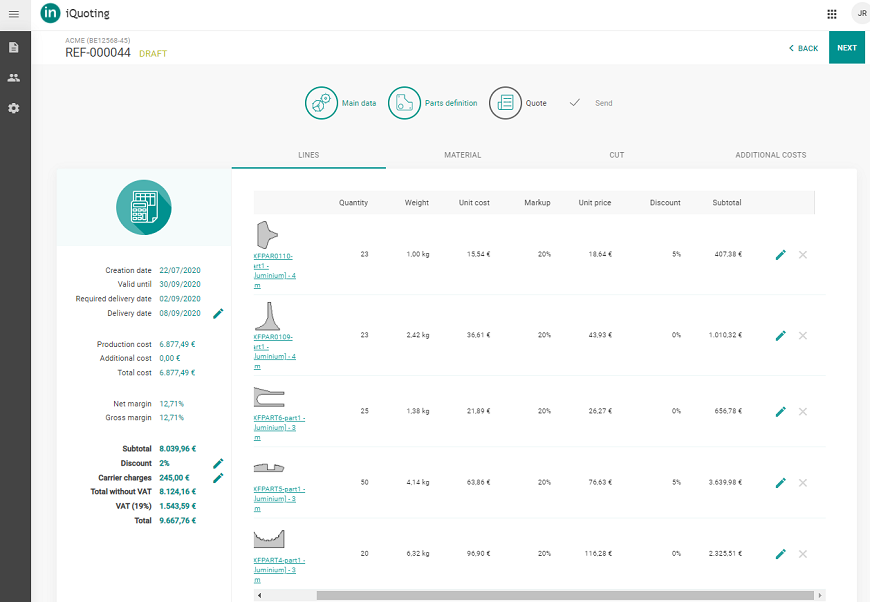
En este contexto, se hace patente e importante más que nunca aprovechar al máximo la materia prima. En nuestro sector, esto es posible gracias a sistemas de optimización como el de Lantek, que combina el mejor Nesting (Lantek Expert-CAD/CAM)con un MES (Lantek MES) optimizado para el Sheet Metal y un sistema de analítica de última generación (Lantek Analytics), que permiten a las empresas del sector de la chapa y el metal disfrutar de importantes ahorros en costes y mejorar de manera significativa su competitividad.