Originariamente, la macchina per il taglio laser è stata progettata dal Western Electric Research Center per forare le matrici di diamante. Si tratta di una tecnica di taglio termico che utilizza la radiazione del raggio laser per riscaldare il pezzo e tagliarlo.
Questa tecnologia non ha rivali in termini di velocità e precisione. Non per niente è metaforicamente conosciuta come il coltellino svizzero. Questo grado di precisione rende il laser molto utile per le parti con contorni complessi, e allo stesso tempo genera pochi scarti. Si usa su materiali sottili fino a 25 mm di spessore, che si tratti di plastica, ceramica, tessuto o metallo. I tagli rapidi possono essere eseguiti in qualsiasi direzione.

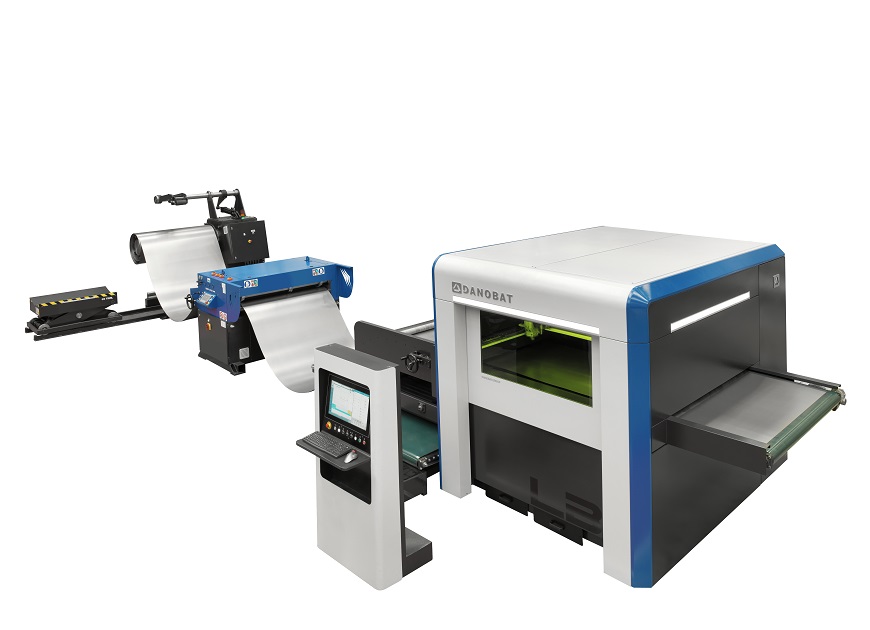
Ci sono due tipi di macchine per il taglio laser, a CO2 e a fibra, che è adatta per spessori inferiori a 5 mm, ma che sta gradualmente guadagnando terreno sul modello precedente.
In termini di macchine per il taglio laser a fibra, la scalabilità dei sistemi di generazione laser a diodi è la chiave, ma le macchine laser a CO2 sono difficili da scalare a potenze più elevate. Le macchine a fibra ottica hanno la capacità di trasmettere efficacemente potenze molto alte senza deteriorarsi, mentre le macchine a CO2 usano specchi che possono bruciare ad alte potenze. Questo ha fatto sì che le macchine per il taglio laser a fibra possano utilizzare potenze molto più elevate. Al giorno d’oggi, le macchine a fibra possono in molti casi tagliare spessori simili a quelli che taglia la macchina a CO2.

I laser a fibra sono più efficienti dal punto di vista energetico rispetto ai laser a CO2, con un consumo energetico inferiore fino al 70% e una minore usura.
Anche se l’investimento richiesto era inizialmente alto, anche questo è cambiato molto negli ultimi anni. Ci sono produttori di generatori laser a fibra che sono quasi "plug&play" (facili da installare), il che ha portato molti produttori che lavorano con altre tecnologie a iniziare a vendere laser a fibra a basso costo.
Per i clienti che acquistano questa tecnologia, il ritorno sull’investimento è abbastanza veloce, poiché è anche ineguagliabile in termini di efficienza. Le alte velocità di taglio, i tempi ridotti di lavorazione e i risultati precisi rendono il taglio laser uno dei processi con i costi di produzione più bassi. Inoltre, non genera costi per l’usura del materiale o la sostituzione degli utensili e la manutenzione non è elevata.
Più economico del precedente, a livello di investimento iniziale, il taglio a getto d’acqua è stato ideato da un professore della University of British Columbia in Canada, Norman Franz, che ha scoperto la potenza del taglio con il getto d’acqua ad alta pressione.
Questa tecnologia è più versatile della precedente in termini di utilizzo su un’ampia varietà di materiali, poiché viene eseguita a freddo. È un metodo di taglio che non provoca danni termici ai pezzi e può quindi essere utilizzato in settori esigenti come quello aerospaziale e militare: dalla pietra ai materiali da costruzione, metalli, gomma, plastica e persino prodotti alimentari. Tuttavia, la sua applicazione non è raccomandata su materiali assorbenti, come il legno, o su materiali dove la penetrazione dell’umidità può causare corrosione.
È un processo di taglio sostenibile ed ecologico adatto ai materiali sensibili al calore. È una tecnica di taglio utilizzata nei settori in cui è essenziale che il materiale non subisca alcuna modifica, come nel settore aeronautico o navale, tra gli altri.

Un altro vantaggio è che può essere utilizzato nel taglio 3D, poiché è adattabile a qualsiasi direzione. Attraverso un ugello, un getto d’acqua colpisce il materiale ad altissima pressione in un’area localizzata con una forza tremenda, erodendo la superficie. Per il taglio di materiali morbidi, si usa solo acqua; per i materiali duri, è necessaria una soluzione abrasiva, di solito granato in polvere, che mescolato con acqua facilita il taglio di metalli e lamiere. Inoltre, la dimensione dell’orifizio dell’ugello sarà più o meno grande a seconda dello spessore. In questo modo, le aperture più piccole sono utilizzate per tagliare materiali sottili, e viceversa. D’altra parte, nel caso di materiali molto spessi e duri, il tempo richiesto per il taglio è elevato, il che aumenta anche il costo.
Anche se meno costoso all’inizio, è più costoso in termini di manutenzione, poiché utilizza pezzi che si usurano, come le pompe e le teste di taglio. Per quanto riguarda le applicazioni di questa tecnologia, viene utilizzata in numerosi settori come l’industria aeronautica, navale, automobilistica, tessile e calzaturiera, ceramica e di lavorazione.
Un vantaggio molto interessante che entrambe le tecnologie condividono è che hanno larghezze di taglio molto piccole rispetto ad altre tecnologie (plasma, ossitaglio), quindi possono tagliare piccoli elementi impossibili per altre macchine.
In ogni caso, non si tratta di scegliere l’una o l’altra tecnologia di taglio, ma di usare il laser e il getto d’acqua in modo complementare e decidere quando è necessario utilizzarli. Indubbiamente, quando una fabbrica ha entrambe le macchine da taglio, ha un vantaggio competitivo maggiore, poiché la sua offerta è più flessibile e completa, non solo in termini di spessore, ma anche di varietà di materiali da tagliare.