Until recently, interaction at departmental and customer level was based on phone calls, face-to-face meetings and paper (lots of paper) reflecting data that was manually entered into computers, which slowed down processes and was not very secure. Who hasn’t written down a wrong number or misplaced a piece of information? Or, even worse, did we have the data we needed to make the best decisions?
In this, machines outperform people. And today, digitization, through the sensorization of processes and machines, gives us the ability to automate data collection, providing a real-time snapshot of the business.
But digitization is not just about collecting and storing data electronically. Industry 4.0 opens the door to a more advanced level equipped with intelligence beyond human intelligence. Hosted in a Cloud environment, sophisticated software quickly analyzes the data and provides answers that either run automatically or help department heads, or CEOs themselves, make better decisions.
We have spoken on several occasions about the importance of making data-driven decisions. Now let’s see what Lantek Analytics can do with this data in two areas that, in turn, work on the basis of different KPIs so that managers can have a better understanding of what is happening in their factory:
Manufacturing Analytics
Customer Analytics
Benefits of using Lantek Analytics
Features
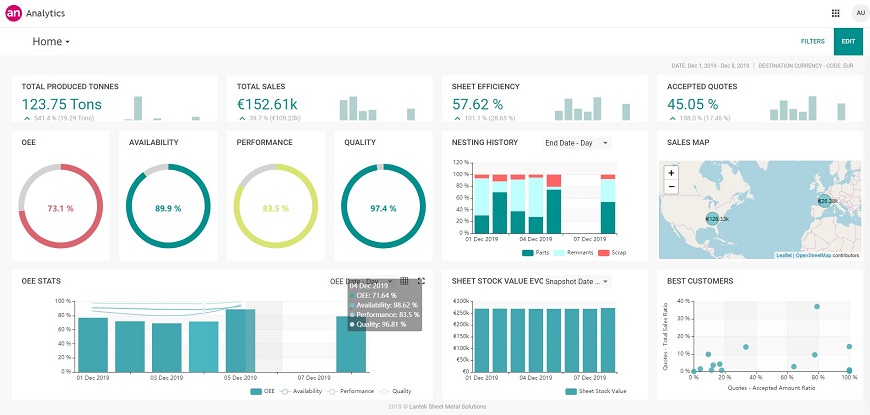
Lantek Analytics has an intuitive and easy to use dashboard, with the KPIs required by the user visualized with graphical panels that, at a glance, provide information to enable better decisions. Panels that are fed daily with historical data.
At the same time, it uses sheet metal filters to analyze data from different perspectives such as time period, plant, material, thickness, customer, work center, etc.
The software has a responsive and mobile-first design so that you can access it from any device and place, and at any time.
The software has a responsive and mobile-first design so that you can access it from any device and place, and at any time.
Workflow
There are three levels of operation that work in an orchestrated manner.
Undoubtedly, data analytics can give us enormous competitive advantages over competitors in this Fourth Industrial Revolution and at Lantek we are working to develop software that allows us to measure to know; to know to adjust; to adjust to optimize. All at the click of a button.
Lantek is the digital transformation partner for the metal industry, both for sheet metal processing and for metal cutting businesses. We are your partner in the journey to achieve the goals of Industry 4.0 from an open cloud platform for diverse sectors, such as energy, transportation, agricultural machinery, walkways and metal structures.


